Brennteile und Brennzuschnitte
Das CNC-Brennschneiden von Baustahl ist eine sehr wirtschaftliche Form zur Herstellung von Zuschnitten, Blechen, Ronden, Ringen und anderen Formen. Brennteile und Brennzuschnitte sind realisierbar in den bei KTS üblichen Blechstärken von 3 bis 250 mm.
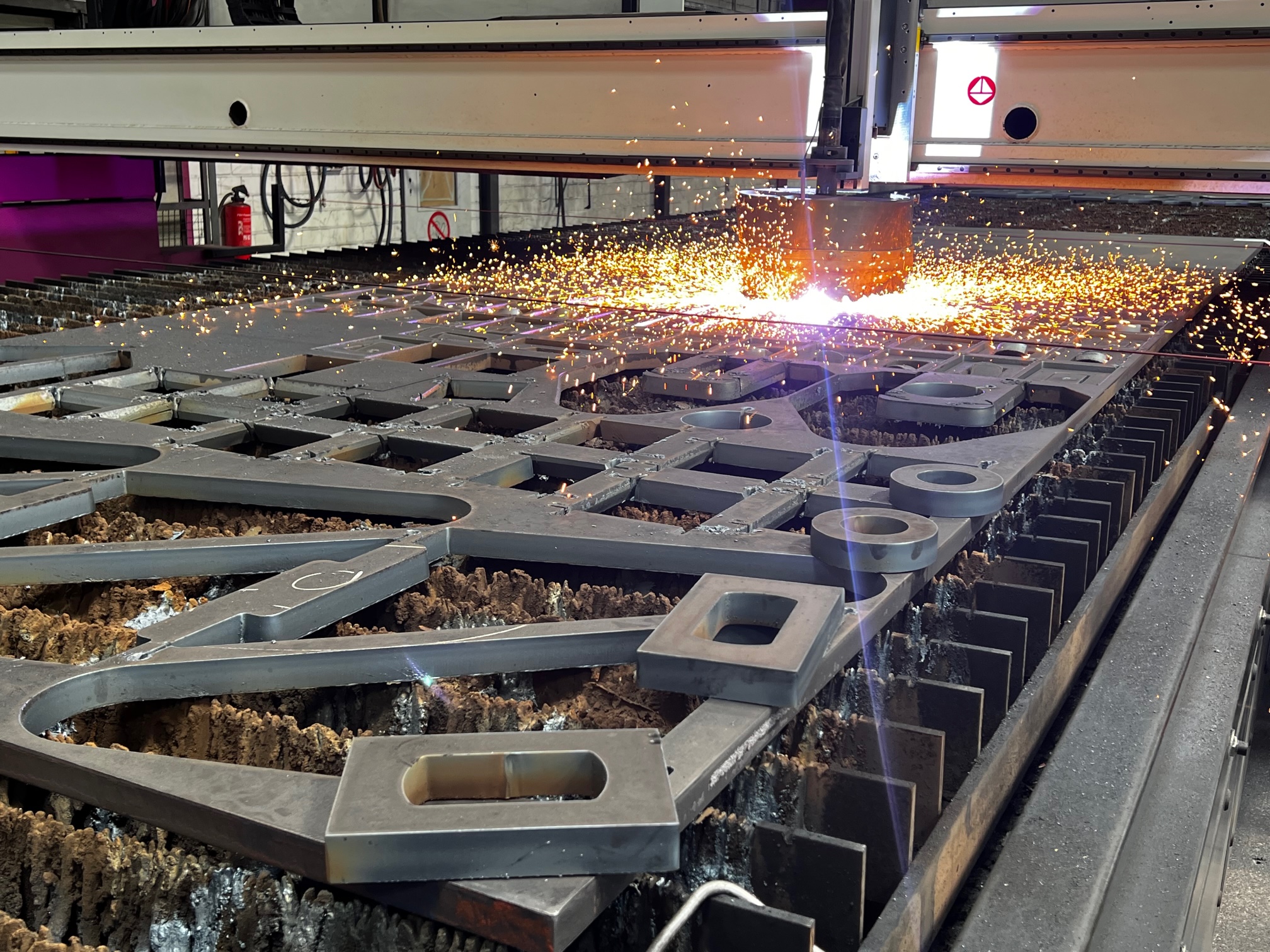
Vorteile von Brennscheiden
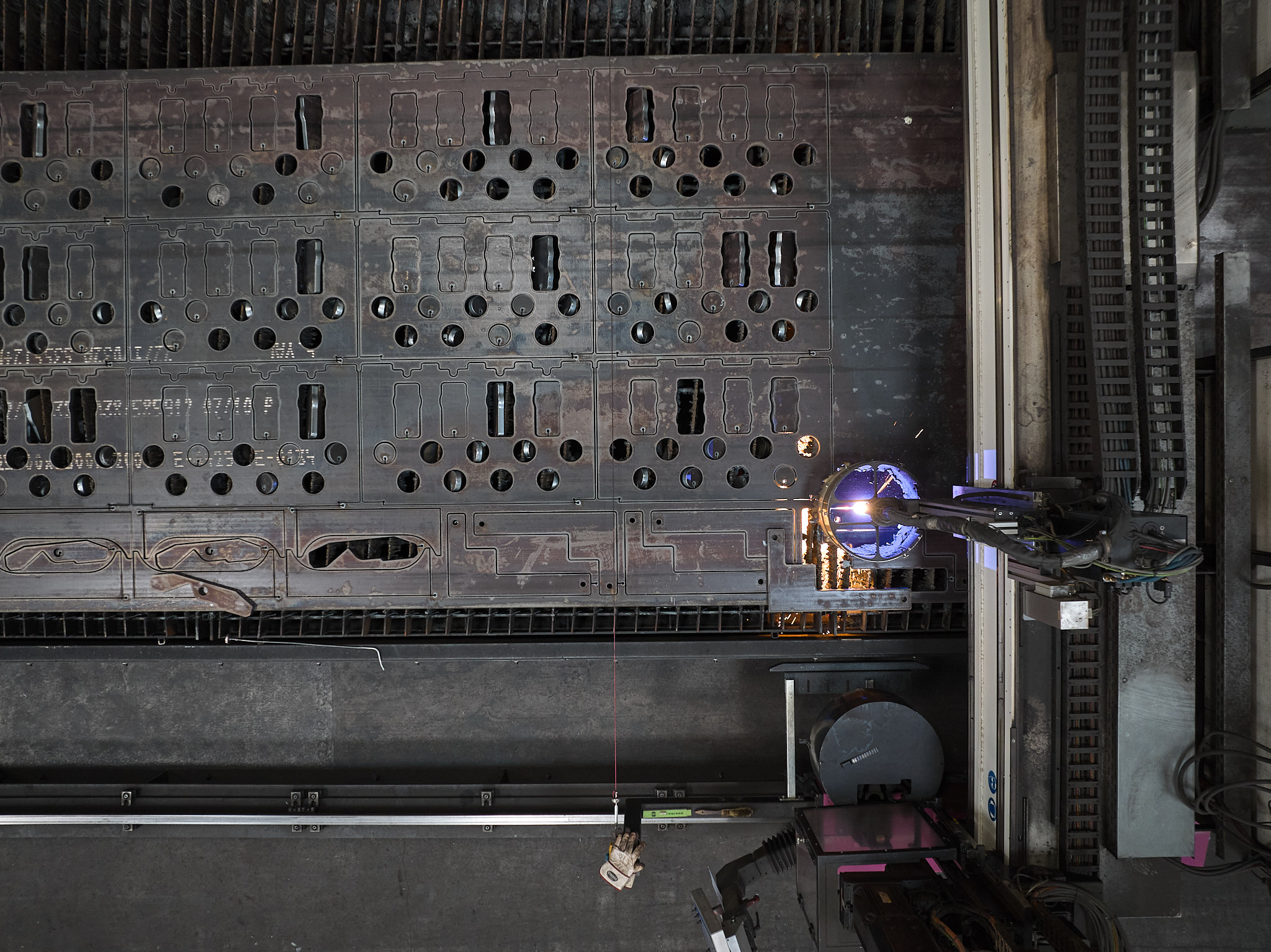
Mit dem Brennschneiden von Stahl erreichen wir mittels CNC Steuerung hochpräzise Brennteile in Stahl. Anders als bei Laserteilen können wir somit Brennzuschnitte mit Blechdicken von 3 bis 250 mm Dicke herstellen. Unsere zwei Plasma-Brennschneidmaschinen und unsere Autogen-Brennschneidmaschine stehen auf einem 56 m langen Schienenportal. Die maximale Schneidlänge sind 24 m. Unsere Brennschneidtechnik ist auf dem neuesten Stand der Technik und hat für Sie als Kunde nicht nur den Vorteil bester Qualität, sondern auch höchster Verfügbarkeit und Termintreue.
Unsere Zertifizierung nach DIN EN 1090-2 EXC4 bei Brennteilen geht bis zur Werkstoffgruppe S960QL.
Kombination Brennschneiden und Bohren
Unser integriertes CNC-Bohraggregat mit einem 12-fach-Werkzeugwechsler ermöglicht uns, neben Brennlöchern auch Bohrungen direkt in Ihr Brennteil einzubringen. So sind Bohrungen bis zu 40 mm Durchmesser nach DIN ISO 2768-mk und einer Wiederholgenauigkeit von 0,5 mm möglich und geben Ihnen als Kunde die Möglichkeit höhere Ansprüche an Ihre Bauteile zu stellen und trotzdem kosteneffizient zu arbeiten.
Besonders interessant wird dies bei Teilen mit niedriger Stückzahl, bei denen der Rüstaufwand für das manuelle Bohren sehr hoch wird oder für sehr große Bauteile, die vom Handling große Schwierigkeiten mit sich bringen. Da wir hier schon die Bohrungen in Ihr Brennteil programmieren können, wird die Fehlerquote deutlich reduziert und die Präzision extrem erhöht.
Besondere Vorteile
Fasenschneiden / Schweißnahtvorbereitung
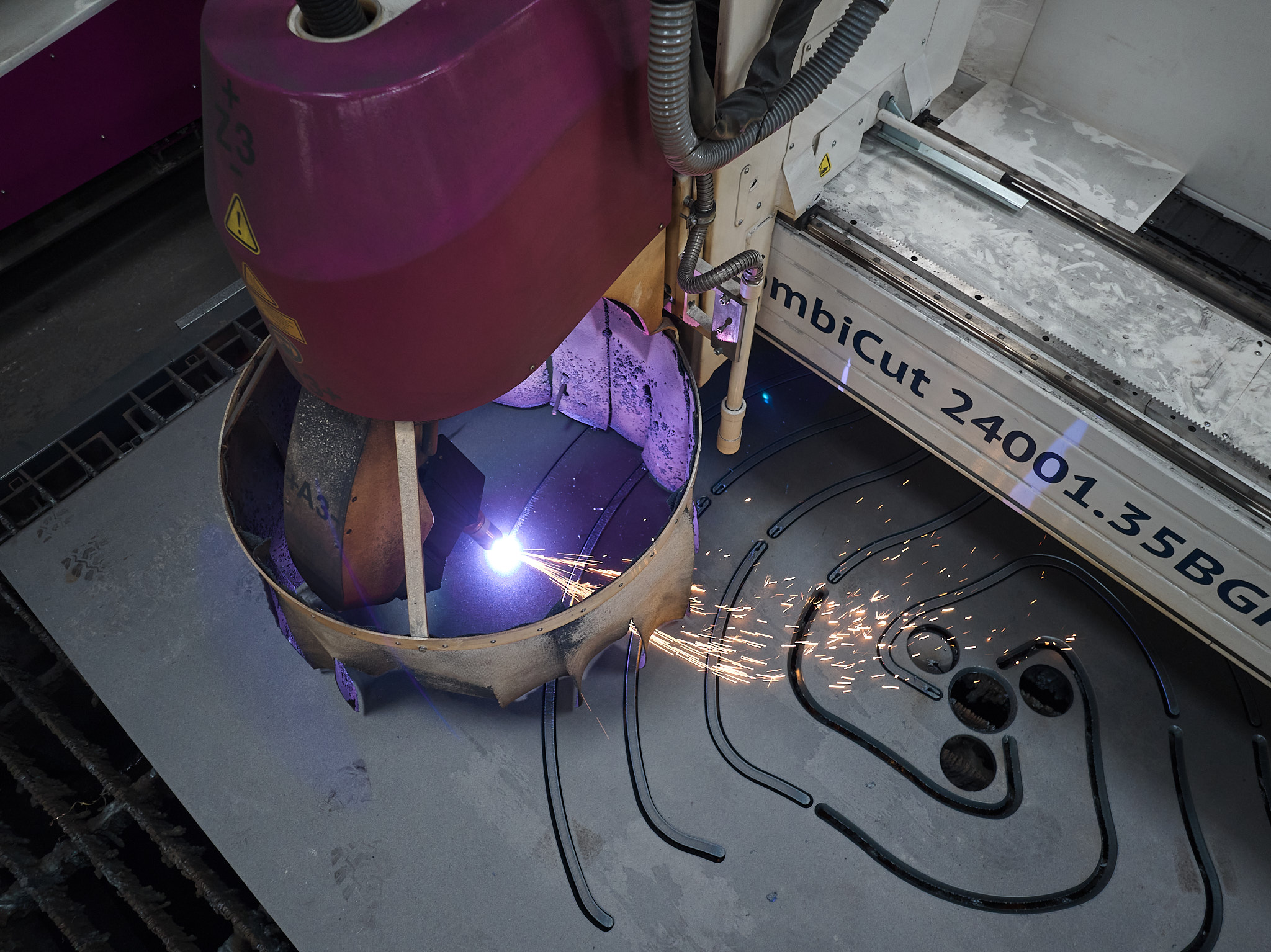
Der Brennerkopf unserer Plasma-Brennschneidanlage lässt sich um bis zu 45° neigen. Das ermöglicht uns, Fasen aller Art bis zu einem Winkel von 45° direkt auf der Plasmamaschine zu fertigen.
Auf der Maschine sind folgende Formen realisierbar: V, A, X, K Fase von -45° bis +45° bis Dicken von 40 mm.
Ultraschallprüfung / Dopplungsprüfung nach EN 10160
Sie möchten an Ihren Produkten eine Ultraschallprüfung nach EN 10160:1999? Kein Problem! Sprechen Sie uns einfach darauf an und wir erledigen das für Sie! Über unsere hauseigenen ZfP Prüfer oder ein externes, zertifiziertes Prüflabor führen wir die Ultraschallprüfung entweder an den Ursprungstafeln oder den Brennteilen direkt durch.
Serienfertigung und Einzelteile
Egal um welche Stückzahlen es sich handelt, wir produzieren in allen Losgrößen. Stückzahl 1 als Einzelteil oder Losgrößen von mehreren tausend Teilen für die Serienfertigung sind für unseren Produktionsprozess kein Problem.
Gerne bieten wir Ihnen Ihre Wunschstückzahl an.
Stahlgüten
Baustahl
S235JR, S355J2+N, S355MC,
S460NL
Hochfester Feinkornbaustahl
S690QL, S700MC, S960QL
Warmfeste Stähle
P265GH, P355NL
verschleissfester Stahl
Vergütungsstahl
C45, 42CrMo4
Alle weiteren Stahlgüten können wir auf Anfrage jederzeit anbieten.
Maximale Bearbeitungsmaße
Blechdicken
3-300 mm
max. Breite
4000 mm
max. Schneidlänge
24.000 mm
Geltende Normen
DIN EN ISO 9013
für Längen- und Winkeltoleranzen
EN 10029:91
für die Blechbeschaffenheit (Ebenheit und Oberfläche)
EN 10160:1999
für Ultraschallprüfung von
Flacherzeugnissen aus Stahl mit
t >= 6 mm
Aufmass
Wir empfehlen folgendes Aufmaß für anschließende CNC-Fräsbearbeitung
bis t = 40 mm
5-7 mm Aufmaß pro Seite
t = 40-80 mm
7-10 mm Aufmaß pro Seite
größer t = 80mm
10-15 mm Aufmaß pro Seite
Weitere Schneidverfahren
Neben dem Laserschneiden verfügt KTS-Stahl über eine breite Palette von Schneideverfahren, die auf die spezifischen Bedürfnisse jedes Projekts zugeschnitten sind.
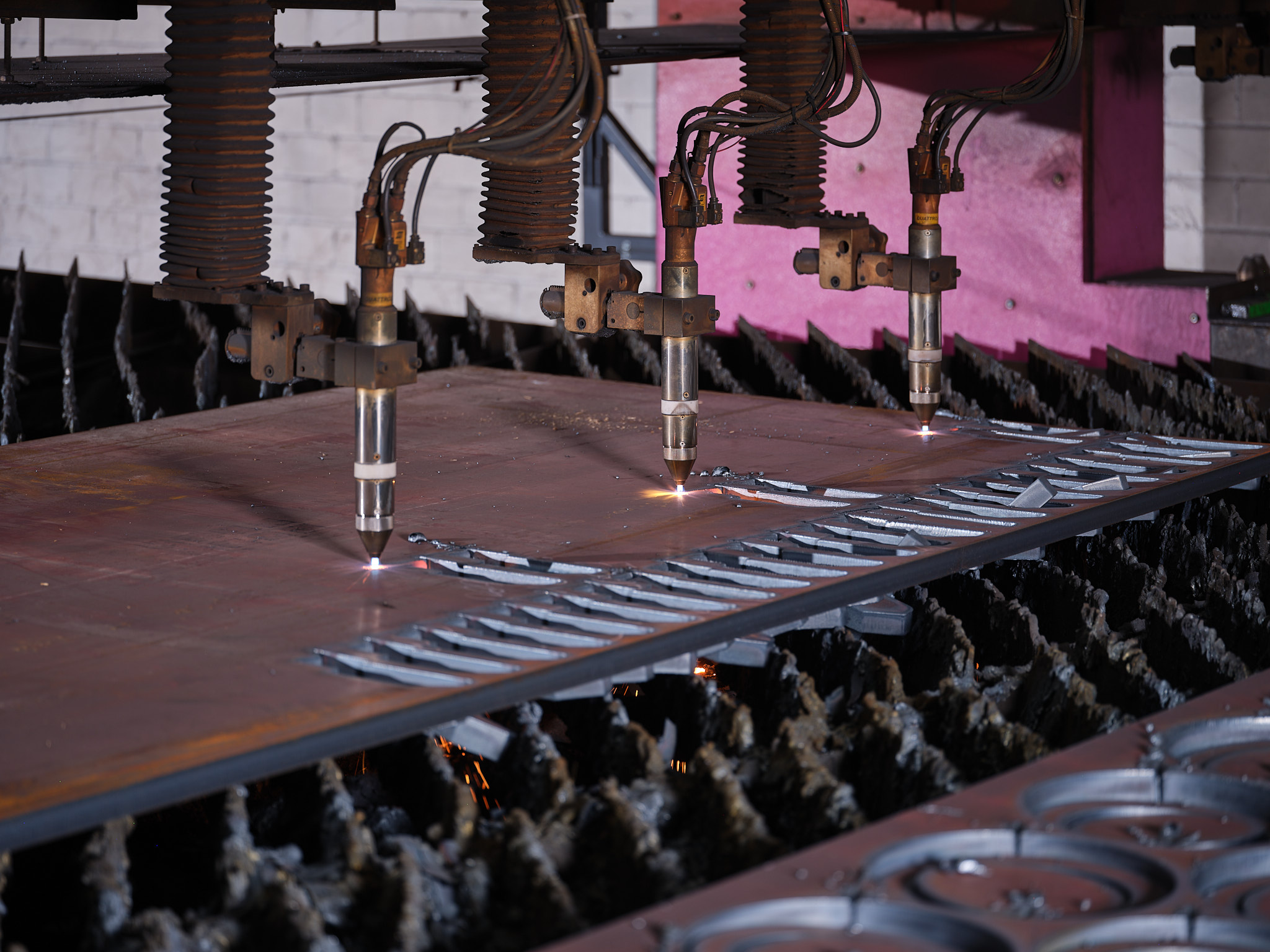
Plasma

Autogen

Brennteile im Fokus
In unserem Ratgeber finden Sie Fachwissen rund um Brennteile – kompakt und verständlich erklärt.
Von Werkstoffen über Schneidverfahren bis hin zu Fragen der Qualität und Effizienz: Hier teilen wir Erfahrungen aus dem Arbeitsalltag und geben praktische Einblicke in die Welt der Stahlbearbeitung.







Referenzen und Impressionen von Brennteilen















Unkompliziert und direkt anfragen

Ihr Ansprechpartner
Dirk Toben
Vertrieb