Plasmazuschnitte
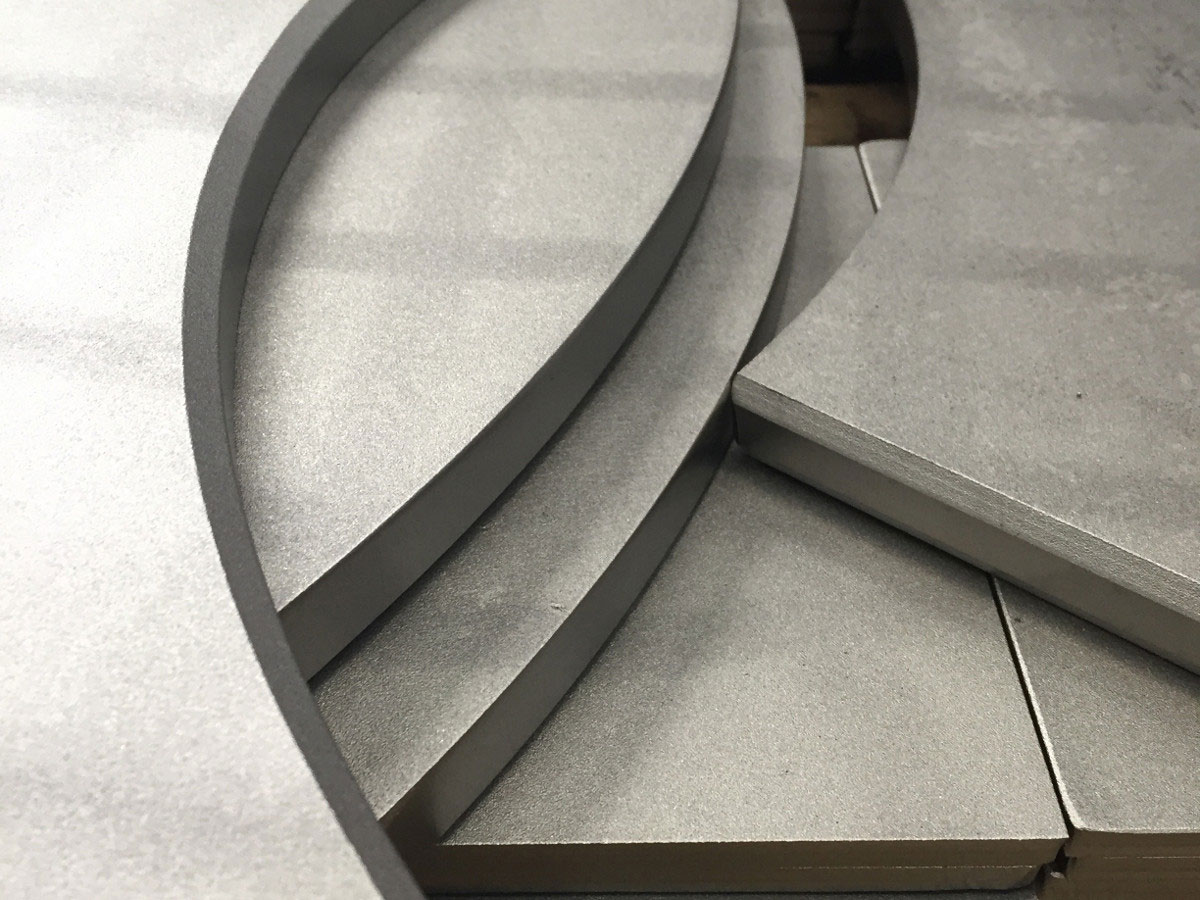
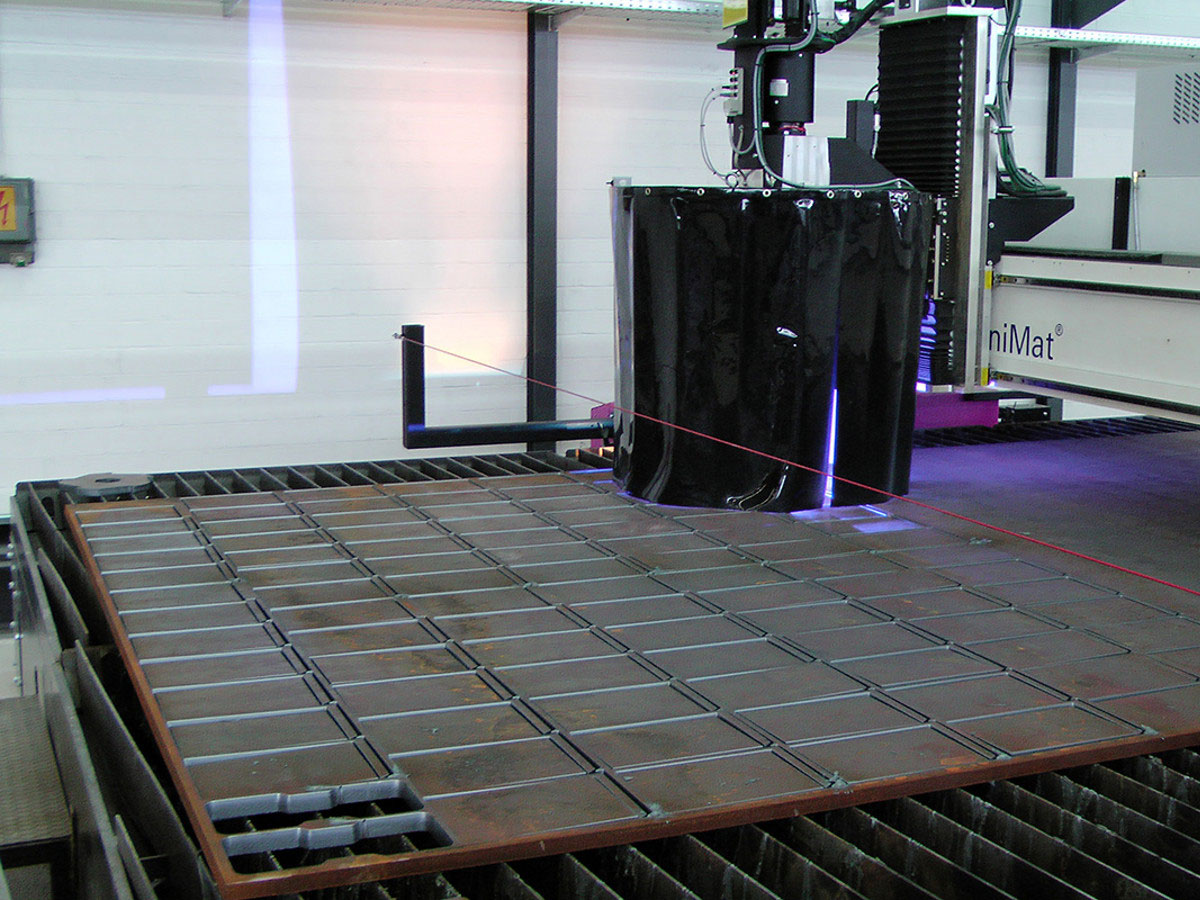
Mit unserer CNC-Brennschneidmaschine fertigen wir schnell und wirtschaftlich Stahlzuschnitte wie Rechtecke, Ringe und Ronden. Dabei bearbeiten wir Blechdicken von 3 bis 45 mm mittels Plasma Brennschneidtechnik und sind nach DIN EN 1090-2 EXC4 bis Werkstoffgruppe S960QL zertifiziert.
Plasmaschneiden VS. Laserschneiden
Der Vorteil von Plasmazuschnitten gegenüber dem Laser ist die Wirtschaftlichkeit. Die Schnittgeschwindigkeiten sind bei den dickeren Blechstärken ähnlich bzw. gleich schnell wie beim Laser. Die Maschine ist jedoch im Investment und in der Wartung deutlich günstiger und hat damit einen günstigeren Stundensatz. Außerdem sind Plasma-Brennschneidmaschinen bei gleicher Investitionshöhe meist deutlich größer und können somit größere Bauteile herstellen. Plasmazuschnitte haben jedoch qualitativ dem Laser einen kleinen Nachteil. Sehr kleine Löcher und Innenausschnitte sind nicht ganz so hochpräzise wie bei einem Laserschnitt und können einen Schrägschnitt aufweisen.
Plasmaschneiden VS. Autogene Brennschnitte
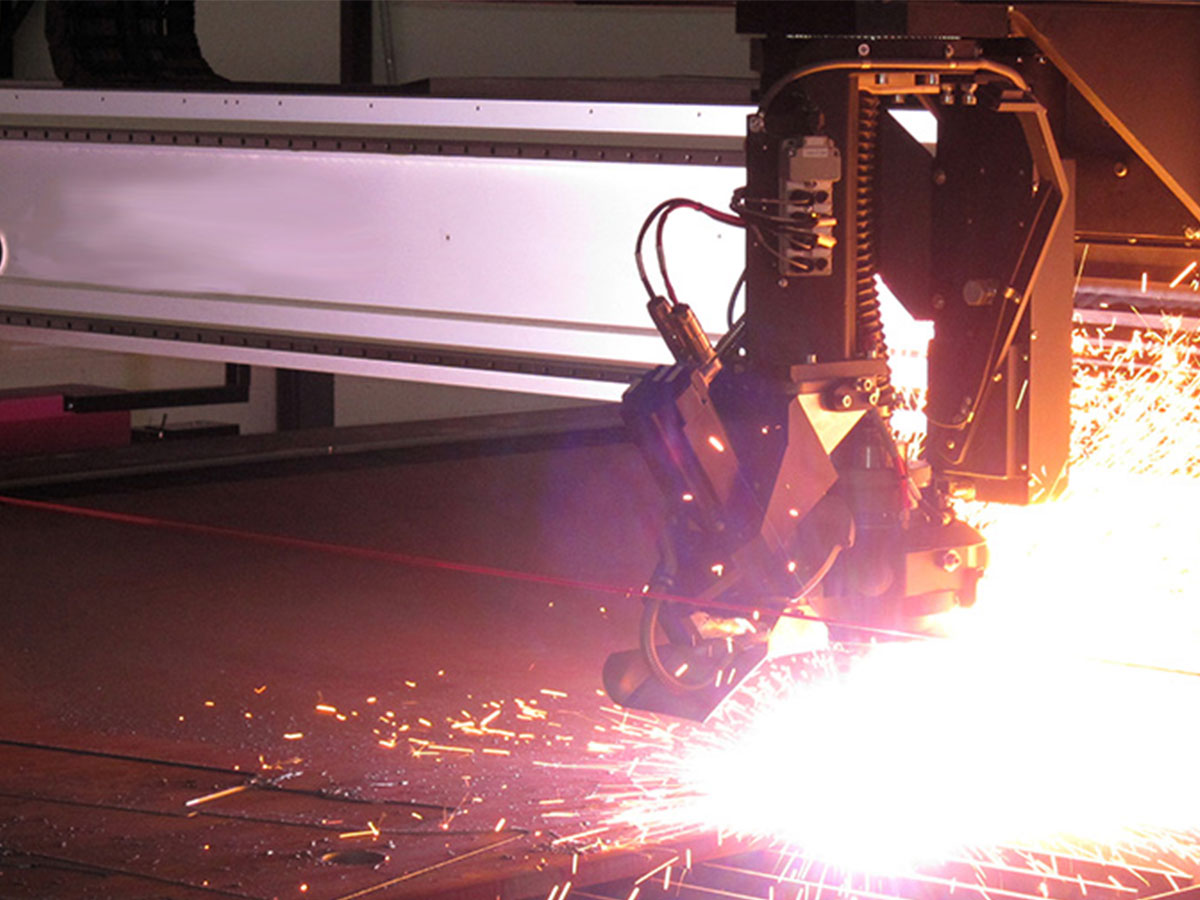
Gegenüber dem Schneidverfahren Autogen setzt sich die Plasma bei kleinen Blechdicken deutlich aufgrund der schnellen Schnittgeschwindigkeiten durch. Damit ist die Maschine wesentlich wirtschaftlicher als eine langsame Autogen-Brennschneidmaschine. Die Autogentechnik kann hier nur punkten, wenn man aufgrund der Bauteilgeometrie mehrere Brenner einsetzen kann. Somit kann man bspw. 6 Teile gleichzeitig schneiden, während auf der Plasma-Maschine nur 1 Teil produziert wird.
Bei Großserien und Massenteilen ist dies sehr wirtschaftlich und kann dann günstiger sein. Die Nachteile sind jedoch, dass beim Autogenschneiden sehr große Wärmeeinbringung stattfindet. Damit werden die Kanten hart und die Teile oftmals uneben oder wellig.
Besondere Vorteile
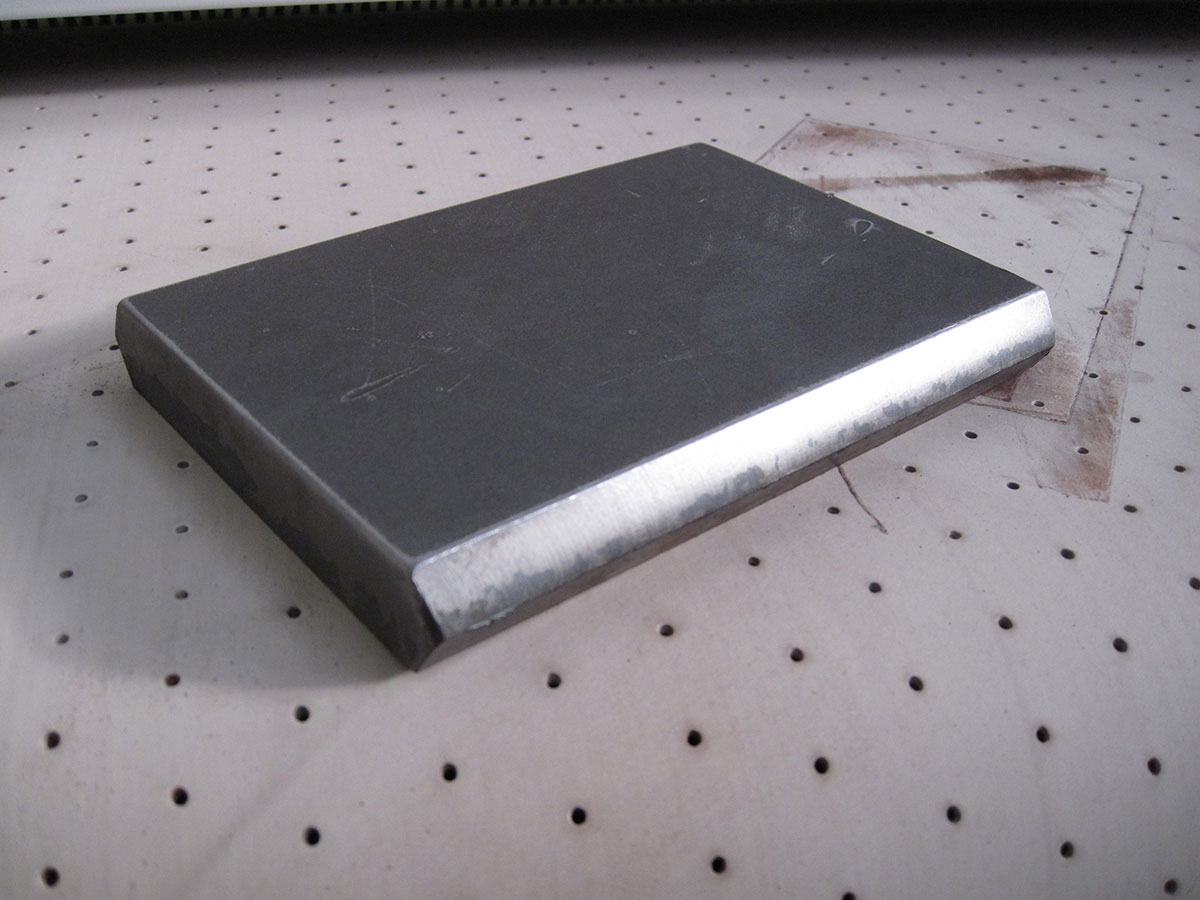
Fasenschneiden / Schweißnahtvorbereitung
Der Brennerkopf unserer Plasma-Brennschneidanlage lässt sich um bis zu 45° neigen. Das ermöglicht uns, Fasen aller Art bis zu einem Winkel von 45° direkt auf der Plasmamaschine zu fertigen.
Auf der Maschine sind folgende Formen realisierbar: V, A, X, K Fase von -45° bis +45° bis Dicken von 40 mm.
Stahlgüten
Baustahl
S235JR, S355J2+N, S355MC,
S460NL
Hochfester Feinkornbaustahl
S690QL, S700MC, S960QL
Warmfeste Stähle
P265GH, P355NL
Verschleissfester Stahl
HB400, HB500, Hardox
Vergütungsstahl
C45, 42CrMo4
Alle weiteren Stahlgüten können wir auf Anfrage jederzeit
anbieten.
Geltende Normen
DIN EN ISO 9013:02
für Längen- und Winkeltoleranzen
EN 10029:91
für die Blechbeschaffenheit (Ebenheit und Oberfläche)
Maximale Bearbeitungsmaße
Blechdicken
3-45 mm
max. Breite
4.000 mm
max. Schneidlänge
24.000 mm
Kombination Brennschneiden und Bohren
Für unsere Kunden wollen wir immer einen Technologievorteil erreichen. Deshalb haben wir als einer der Ersten in Deutschland unsere Plasma-Brennschneidmaschine mit einem CNC-Bohraggregat ausstatten lassen. Dies ermöglicht uns, auch Bohrungen in Ihr Brennteil einzubringen. Beim Schneiden muss der Durchmesser des Lochs mindestens 1,2 x Blechdicke sein. Bei einem Brennteil mit 20 mm Dicke wäre das ein Durchmesser von 24 mm. Wenn man nun aber ein 15mm Loch benötigt, können wir dies direkt auf unserer Brennschneidmaschine herstellen. Auch als Kernloch für ein Gewinde kann diese Bohrung benutzt werden.
Anwendungsbeispiele

Gegengewichte für Baumaschinen

Treppenwangen

Verschleißbleche
Weitere Schneidverfahren
Neben dem Laserschneiden verfügt KTS-Stahl über eine breite Palette von Schneideverfahren, die auf die spezifischen Bedürfnisse jedes Projekts zugeschnitten sind.
Laser

Autogen



Unkompliziert und direkt anfragen

Ihr Ansprechpartner
Dirk Toben
Vertrieb